
高钢级管线钢制管焊接方案
应用概述:
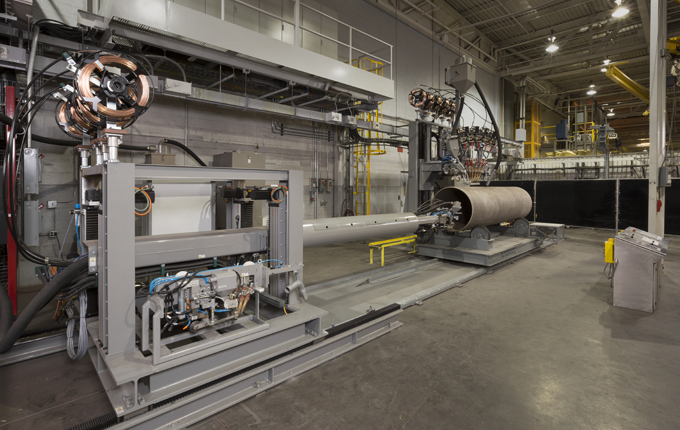
中国的天然气长输管线设计钢级多为X70或X80级别,制管焊接应用多为Two-Run(单道焊)焊接应用情况,母材稀释率较常规多层多道焊应用而言非常高,对焊材要求非常高。同时为提高生产效率,在制管行业多弧焊应用较多,因壁厚和工艺不同,国内双丝焊至五丝焊应用均有,对设备的多弧情况下电弧稳定性、节能性要求非常高。
DownloadBlock-01
应用详情
| 应 用 : |
高钢级管线生产 |
| 管线母材: | X70,X80 |
| 焊接条件: | 多丝埋弧焊焊接工艺,单道焊焊接 |
| 应用聚焦: | -20℃ 低温冲击功≥100J或(≥47J@-40℃);H5低氢要求 |
| 焊接设备: | POWER WAVE® AC/DC 1000SD电源 + MAXSA®10控制器 |
| 焊接材料: | JW®-9(H08MnMoTiB)/SJ-101GH |
| 焊接参数: | JW®-9/SJ-101GH在X70,X80母材单道对接焊条件下,于-20℃均具有优异的冲击韧性;焊缝满足≤5ml/100g的低氢要求 |
管线自动焊工艺解决方案

应用概述:
为了提高焊接质量和劳动生产率、减轻工人的劳动强度,长输管线焊接在原有手工焊工艺、半自动焊工艺的基础上,全自动焊工艺得到开发和推广。林肯在自动焊工艺上具有丰富的应用经验及完善的解决方案
应用详情
| 应 用 : |
管线自动焊应用 |
| 管线母材: | X70,X80 |
| 焊接条件: | 全位置自动焊 |
| 应用聚焦: | -10℃ 低温冲击功平均值≥80J(最低值大于60J); -10°C average impact ≥80J (min impact≥60J); |
| 推荐焊接设备: | POWER WAVE® S350 + STT® 模块 |
| 使用焊材推荐: | PIPELINER® 70S-6 ;PIPELINER® 80Ni1 |
联系我们

如您有任何需求,请点击按钮立即前往,留下您的信息,我们将即时与您联系。